Sei in: Connesioni in treccia
| Sezione mm² |
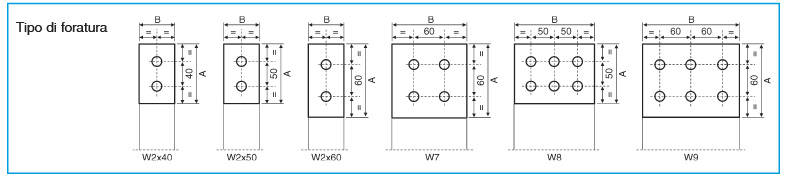
A mm. |
B mm. |
S mm. |
Portata massima A | |||
| 50 Hz | 200 Hz | 1000 Hz | DC | ||||
| 25 | 20 | 20 | 3,7 | 150 | 140 | 130 | 150 |
| 50 | 20 | 20 | 5 | 250 | 230 | 200 | 250 |
| 75 | 20 | 20 | 7 | 340 | 310 | 270 | 350 |
| 100 | 20 | 20 | 9 | 370 | 340 | 300 | 380 |
| 75 | 30 | 30 | 5,2 | 390 | 360 | 340 | 400 |
| 100 | 30 | 30 | 6 | 440 | 420 | 380 | 450 |
| 150 | 30 | 30 | 8 | 540 | 510 | 420 | 550 |
| 100 | 40 | 40 | 5,2 | 480 | 440 | 400 | 500 |
| 150 | 40 | 40 | 6,8 | 590 | 540 | 480 | 600 |
| 200 | 40 | 40 | 8 | 680 | 630 | 500 | 700 |
| 250 | 40 | 40 | 10 | 780 | 690 | 550 | 800 |
| 150 | 50 | 50 | 6 | 640 | 590 | 540 | 660 |
| 200 | 50 | 50 | 7 | 760 | 700 | 610 | 780 |
| 250 | 50 | 50 | 8,3 | 870 | 800 | 630 | 920 |
| 300 | 50 | 50 | 10,6 | 920 | 830 | 750 | 950 |
| 200 | 60 | 60 | 6 | 830 | 760 | 680 | 880 |
| 250 | 60 | 60 | 7 | 900 | 830 | 650 | 950 |
| 300 | 60 | 60 | 8,5 | 970 | 870 | 620 | 1020 |
| 400 | 60 | 60 | 11,5 | 1100 | 980 | 780 | 1150 |
| 400 | 80 | 80 | 9,5 | 1200 | 910 | 670 | 1350 |
| 500 | 80 | 80 | 11 | 1400 | 1250 | 950 | 1500 |
| 600 | 80 | 80 | 12,5 | 1550 | 1350 | 980 | 1650 |
| 800 | 80 | 80 | 15,5 | 1800 | 1500 | 1100 | 1900 |
| 600 | 100 | 100 | 11,5 | 1700 | 1550 | 1150 | 1800 |
| 800 | 100 | 100 | 14 | 1900 | 1680 | 1200 | 1950 |
| 1000 | 100 | 100 | 16,5 | 2150 | 1850 | 1300 | 2300 |
| 1000 | 120 | 120 | 14,4 | 2300 | 2000 | 1400 | 2400 |
| 1200 | 120 | 120 | 16,5 | 2400 | 2150 | 1300 | 2500 |
| 1500 | 120 | 120 | 20 | 2500 | 2200 | 1400 | 2600 |
| 1800 | 120 | 150 | 20 | 2850 | 2450 | 1500 | 2950 |
| 2000 | 120 | 160 | 21 | 3200 | 2700 | 1600 | 3300 |
| 2500 | 120 | 180 | 23,5 | 3600 | 2900 | 1750 | 3700 |
| 3000 | 140 | 200 | 27 | 4000 | 3100 | 1900 | 4200 |
| 4000 | 140 | 220 | 34 | 5000 | 3300 | 2100 | 5300 |
La tabella è indicativa, le dimensioni sono di massima e rappresentano tipologie
costruttive non impegnative. I valori delle portate sono approssimati.
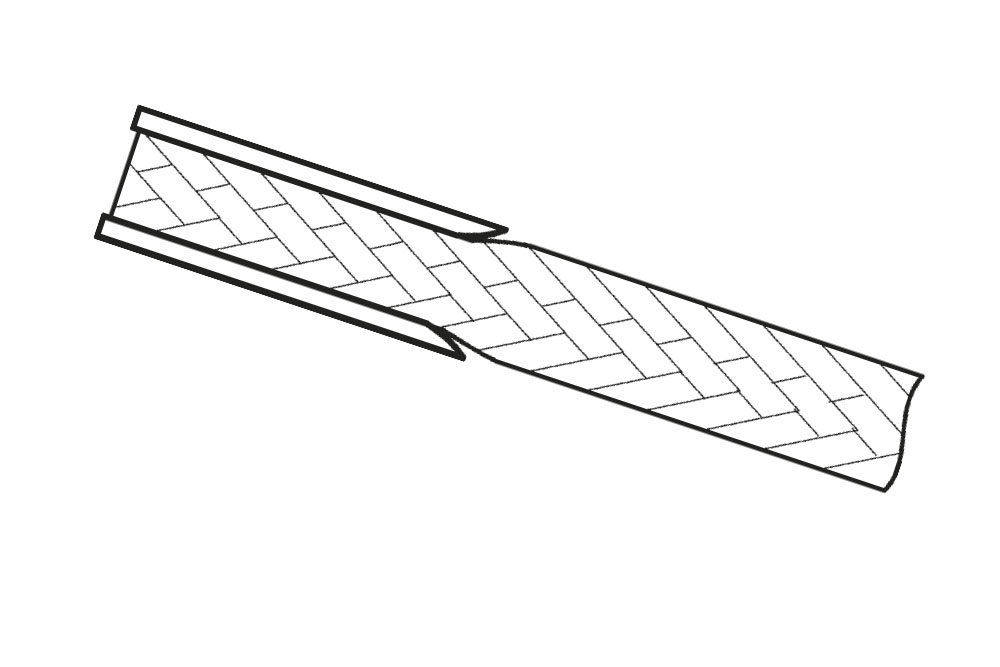
TERMINALI PRESSATI
Le estremità delle trecce sono inserite in un tubo di rame stagnato
e pressato a forte pressione in uno stampo di calibratura.
La compattezza raggiunge l’80% e di conseguenza non è
necessario stagnare a caldo l’interno dei terminali di contatto;
questa operazione viene eseguita per applicazioni speciali,
solamente su richiesta.
Sezione minima dei flessibili: è consigliabile dimensionare i
flessibili con sezione minima non inferiore all’80% della sezione
delle barre piene (norma DIN 46276).